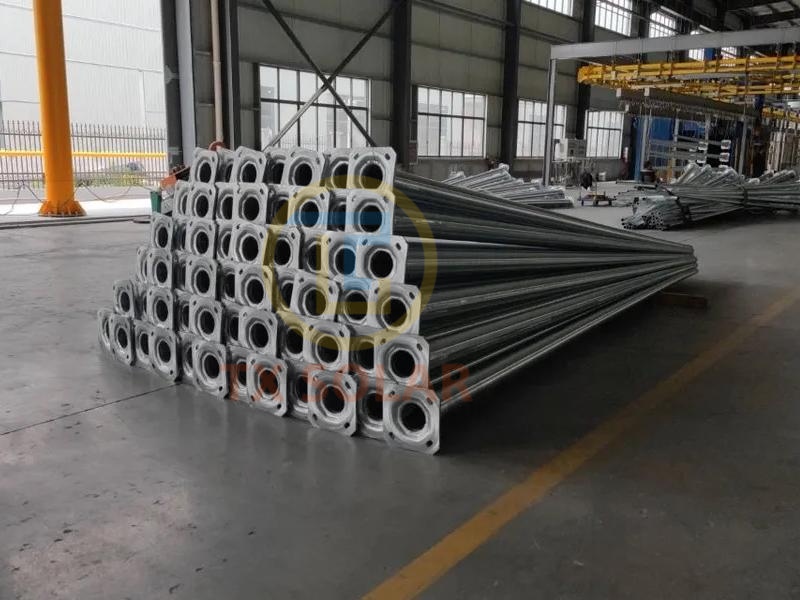
Қазіргі уақытта Q235 премиум болат катушкалары ең танымал материал болып табыладыкүн сәулесінен қорғалған көше бағандарыКүн энергиясымен жұмыс істейтін көше шамдары желге, күнге және жаңбырға ұшырайтындықтан, олардың қызмет ету мерзімі коррозияға төзімділігіне байланысты. Болат әдетте мұны жақсарту үшін мырышталған.
Мырышпен қаптаудың екі түрі бар: ыстықтай батыру және суықтай батыру. Себебіыстықтай батырылған мырышталған болат тіректеркоррозияға төзімдірек болғандықтан, біз оларды әдетте сатып алуға кеңес береміз. Ыстық және суық батыру арқылы мырыштау арасындағы айырмашылықтар қандай және неге ыстық батыру арқылы мырышталған бағандар коррозияға төзімділігі жоғары? Қытайдың әйгілі көше бағандары зауыты Тяньсянмен танысайық.
I. Екеуінің анықтамалары
1) Суық мырыштау (электро-мырыштау деп те аталады): Майсыздандырғаннан және тұздағаннан кейін болат мырыш тұзы ерітіндісіне салынады. Ерітінді электролиз жабдығының теріс электродына қосылады, ал оң электродқа қарама-қарсы мырыш пластинасы орналастырылады. Қуат қосылған кезде, ток оң электродтан теріс электродқа қарай бағытта қозғалған кезде, болат құбырдың бетінде біркелкі, тығыз және жақсы байланысқан мырыш шөгінді қабаты пайда болады.
2) Ыстықтай мырыштау: Болат беті тазалау және белсендіруден кейін балқытылған мырышқа батырылады. Болат бетінде темір мен мырыш арасындағы физикалық-химиялық реакция нәтижесінде металл мырыш қабаты пайда болады. Суықтай мырыштаумен салыстырғанда, бұл әдіс жабын мен негіз арасында берік байланыс орнатады, жабын тығыздығын, беріктігін, техникалық қызмет көрсетуді қажет етпейтін жұмысын және үнемділігін жақсартады.
II. Екеуінің арасындағы айырмашылықтар
1) Өңдеу әдісі: Олардың атаулары айырмашылықты айқын көрсетеді. Бөлме температурасында алынған мырыш суық батырылған мырышталған болат құбырларда қолданылады, ал 450°C-тан 480°C-қа дейінгі температурада алынған мырыш ыстық батырылған мырыштауда қолданылады.
2) Қаптама қалыңдығы: Суық батыру арқылы мырыштау әдетте 3-5 мкм жабын қалыңдығын береді, бұл өңдеуді әлдеқайда жеңілдетеді, бірақ оның коррозияға төзімділігі нашар. Керісінше, ыстық батыру арқылы мырыштау әдетте 10 мкм немесе одан да көп жабын қалыңдығын ұсынады, бұл суық батыру арқылы мырышталған жарық бағандарына қарағанда бірнеше ондаған есе коррозияға төзімді.
3) Жабын құрылымы: Ыстық батыру арқылы мырыштау кезінде жабын мен негіз салыстырмалы түрде сынғыш қосылыс қабатымен бөлінеді. Дегенмен, жабын толығымен мырыштан жасалғандықтан, бұл аз тесіктері бар біркелкі жабынға әкеледі, бұл оны коррозияға аз бейім етеді, бұл оның коррозияға төзімділігіне аз әсер етеді. Керісінше, суық батыру арқылы мырыштау кезінде мырыш атомдарынан жасалған жабын және көптеген тесіктері бар физикалық адгезия процесі қолданылады, бұл оны қоршаған ортаның коррозиясына сезімтал етеді.
4) Баға айырмашылығы: Ыстық мырыштау өндірісі қиынырақ және күрделірек. Сондықтан, ескі жабдықтары бар шағын компаниялар әдетте суық мырыштауды пайдаланады, бұл шығындарды айтарлықтай төмендетеді. Ірі, танымал ыстық мырыштау өндірушілері әдетте сапаны жақсырақ бақылайды, бұл шығындардың өсуіне әкеледі.
3. Суық батыру және ыстық батыру әдістерін қалай ажыратуға болады
Кейбір адамдар суық батыру мен ыстық батыру арасындағы айырмашылықты білсе де, айырмашылықты ажырата алмайды деп айтуы мүмкін. Бұл көзге көрінбейтін өңдеу әдістері. Егер адал емес саудагер ыстық батыру орнына суық батыру мырыштауын қолданса ше? Шын мәнінде, алаңдаудың қажеті жоқ. Суық батыру мырыштау жәнеыстықтай мырыштауажырату өте оңай.
Суық батырылған мырышталған беттер салыстырмалы түрде тегіс, негізінен сарғыш-жасыл, бірақ кейбіреулері жарқыраған, көкшіл-ақ немесе жасыл жылтыры бар ақ түсті болуы мүмкін. Олар күңгірт немесе лас болып көрінуі мүмкін. Салыстырмалы түрде ыстық батырылған мырышталған беттер біршама кедір-бұдыр және мырыш дақтары болуы мүмкін, бірақ олар өте жарқын көрінеді және әдетте күміс-ақ түсті болады. Осы айырмашылықтарға назар аударыңыз.
Жарияланған уақыты: 05.11.2025



